
ブラスト加工で製品の表面に
高速で吹き付けて加工する際に使用する
高速で吹き付けて
加工する際に使用する
粒状の素材です。
01 研磨材選びもかなり大切!
研磨材(研硝材)とはガラス・石材、陶器・金属(鉄・アルミその他金属)を切削する砂の事です。当社ではガラス彫刻を行う際の研磨材(研硝材)は、ホワイトアルミナ(ホワイトアランダム)を使用しています。彫刻能力が優れている事と、研磨材自体が白いのでガラス彫刻面の仕上がりが白く綺麗なためです。
研磨材(研硝材)の番手(#)とは、数字が大きくなるほど粒子は細かく小さくなります。
ちなみにホワイトアルミナ(WA)とアルミナ(A)の融資はほぼ同じです。粒子が大きくなるほど研磨材も大きく砕けにくくなるので石材など固い素材を彫刻する際に適していて、逆に粒子が細かいほど繊細なデザインや文字、写真彫刻に適しています。

番手(#)について
数字が大きくなるほど研硝材の粒度、つまり粒の大きさは、小さく細かくなります。モランダムとホワイトモランダムとで違いはなく、同じ番手ならほぼ同じ粒度です。
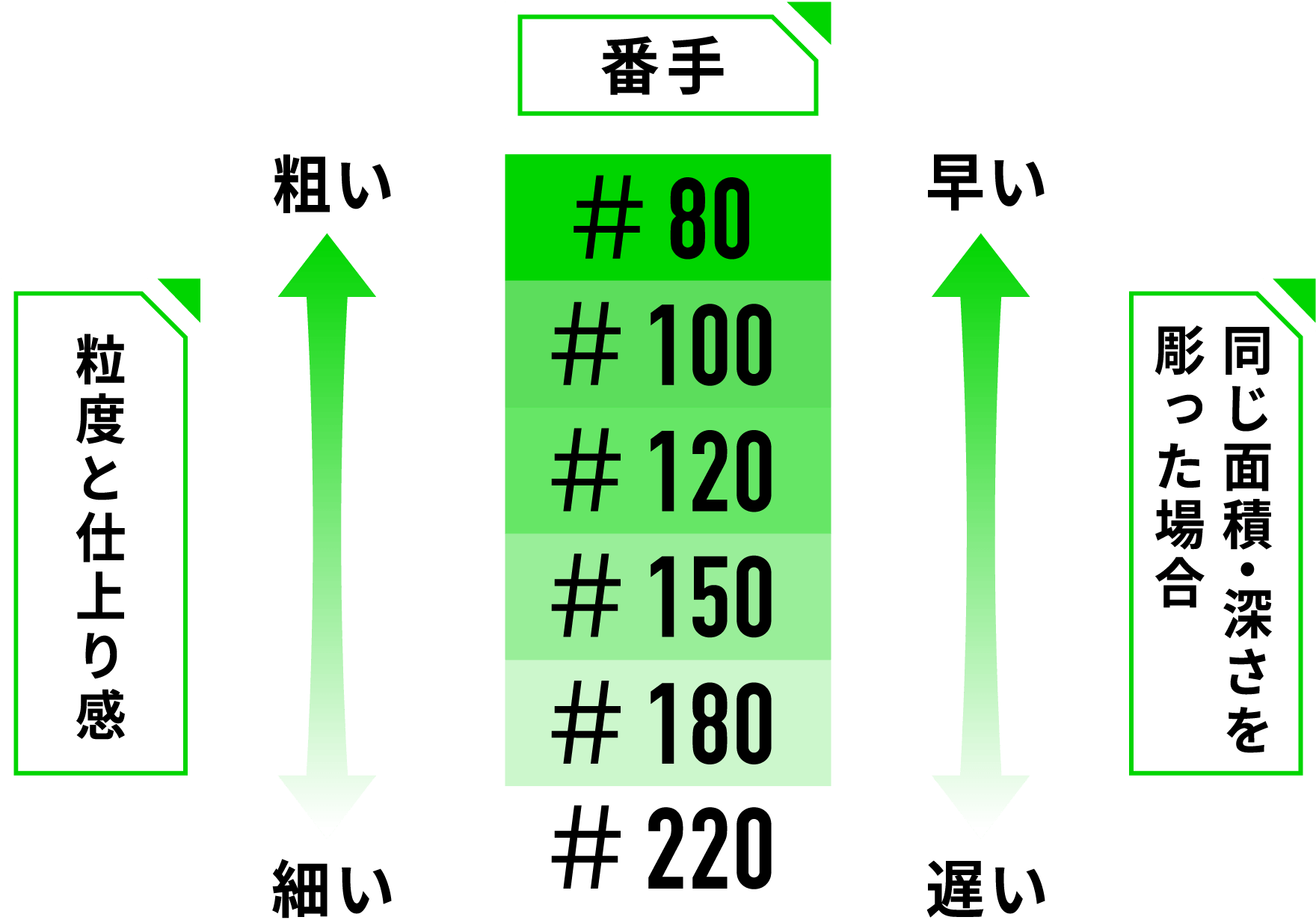
同じ面積のものを彫る場合、粗い研硝材のほうがより早く、深く掘れます。また、仕上り感は、細かい研硝材のほうがよりきめ細かく、滑らかなテクスチャです。
いくつかの番手を用意し、作業内容(彫る量、速さ、深さなど)や、マスクシート(レジスト)の材質デザインの細かさ、求める仕上りなどに合わせて番手を使い分けましょう!!
02 研磨材のラインナップ
-
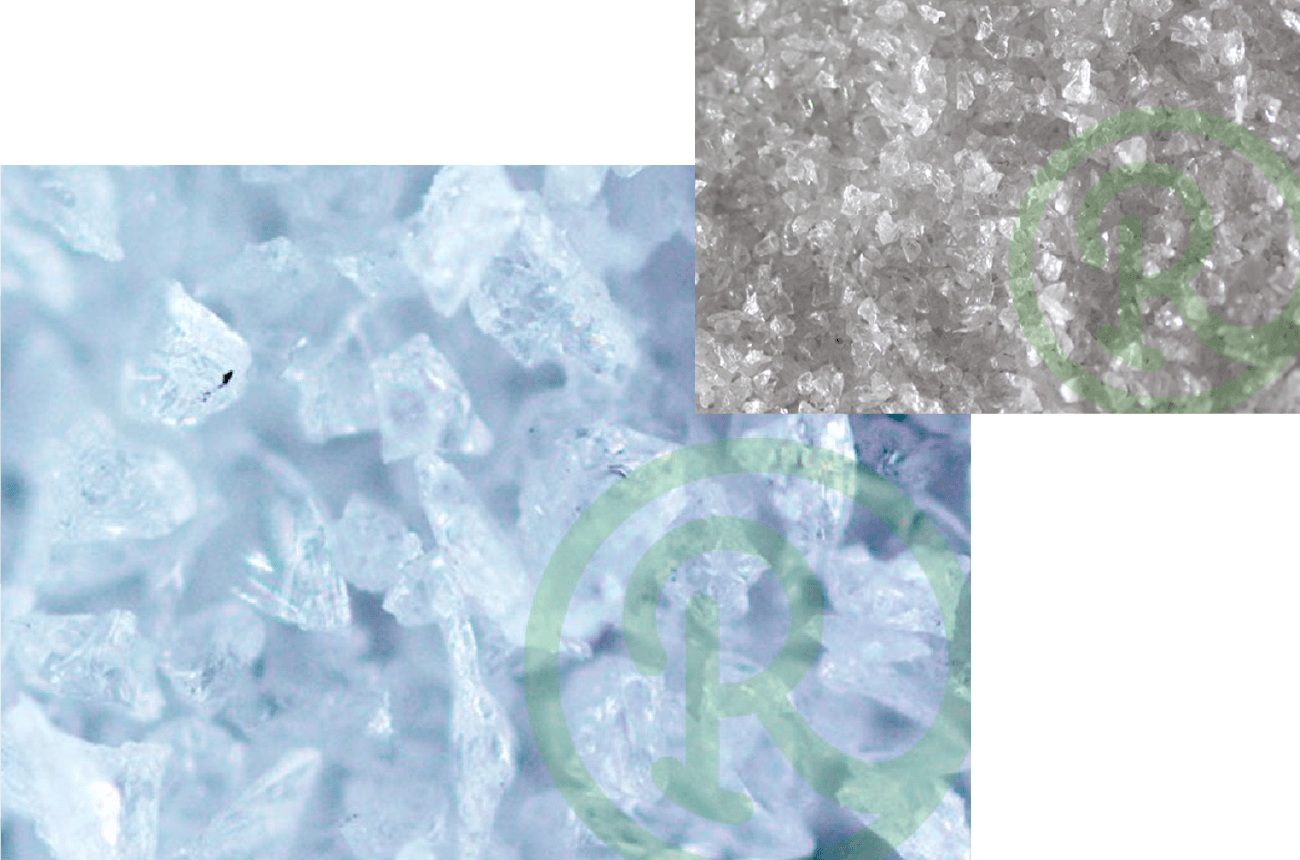
WA・ホワイトモランダム
高純度の白色溶融アルミナ研磨材です。発熱を嫌う用途に適しています。
特徴
・高純度の酸化アルミニウム(アルミナ)を粉砕して得られます。
・チタン(Ti)が含まれないので白色です。主な用途
ガラス彫刻、汚れや付着物除去、バリ取り、難削材切削・粗面化
材 質
アルミナ・炭化ケイ素系 (白色溶融アルミナ)
形 状
多角形
硬 度
新モース硬度12
-
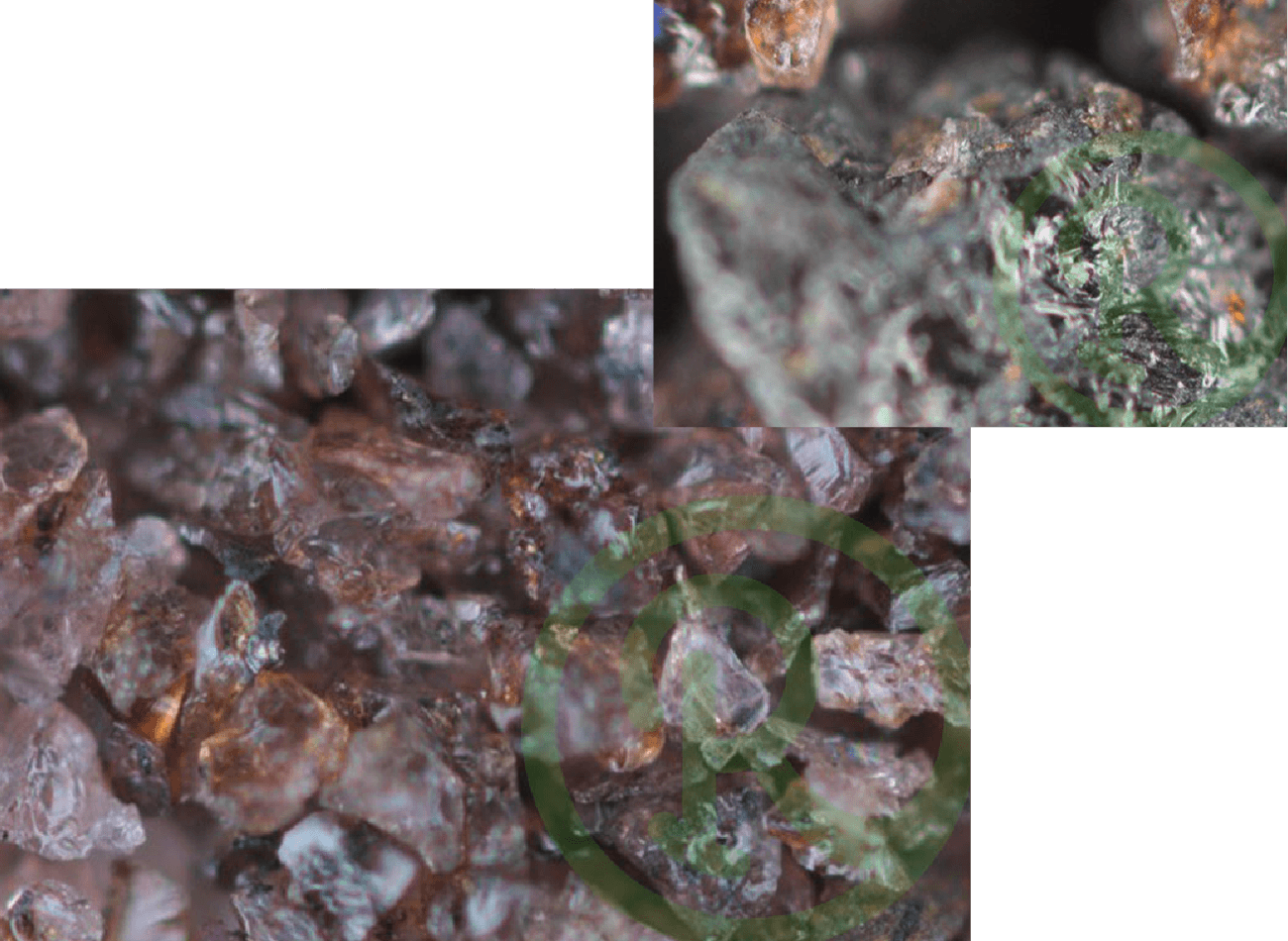
A・モランダム (金剛砂)
標準的な褐色電融アルミナ質研硝材です。
特徴
褐色アルミナ(A)を原料とした研磨材です。
高硬度で適度な靭性を持った研磨材です。切削力に優れ、広く一般的に使用されています。主な用途
前処理・スケール除去、汚れや付着物除去、バリ取り
材 質
アルミナ・炭化ケイ素系 (褐色溶融アルミナ)
形 状
多角形
硬 度
新モース硬度12
-
ガラスビーズ
ソーダ石灰ガラスまたはホウケイ酸ガラスを球状に加工した研磨材です。
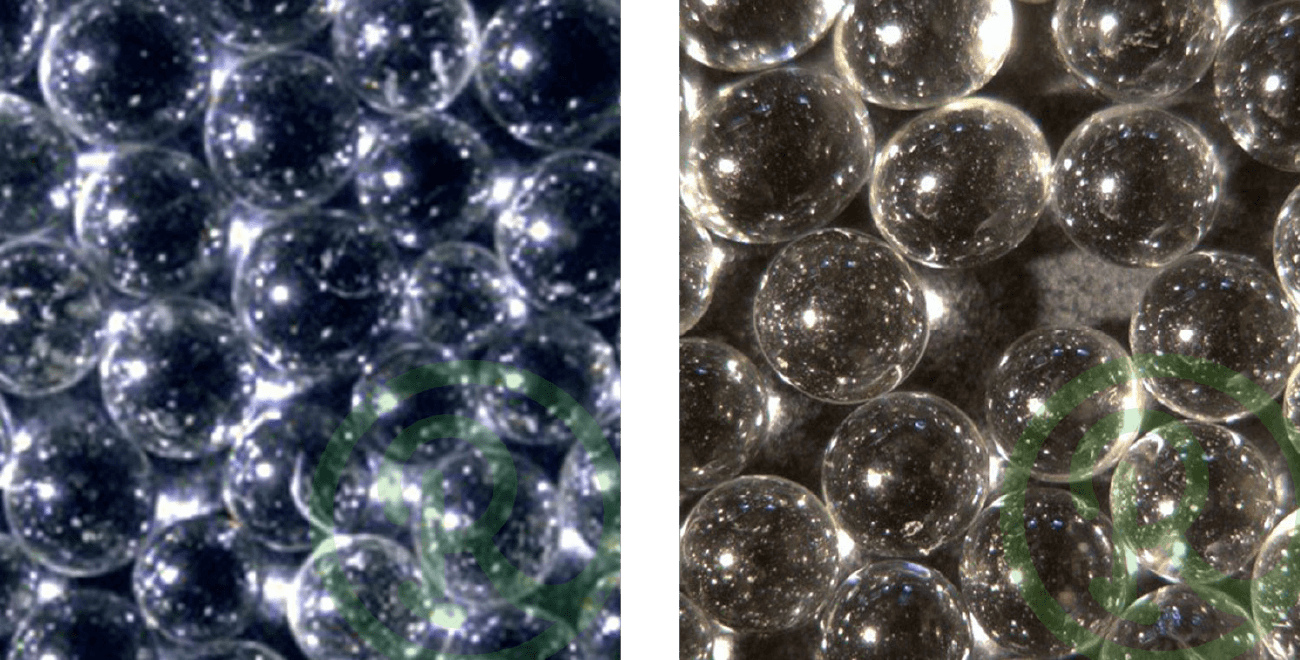
特徴
綺麗な球状で粒度分布がシャープなため、被加工物をほとんど削らず、加工ムラが起きにくいという特徴があります。この特徴を活かして、金属の表面に微細な凹凸を形成し、独特の手触りと光沢を持った仕上がり面を実現します。これを梨地 (なしじ)と呼び、この梨地仕上げではガラスビーズが最もよく使用されています。また、梨地仕上げと同時にクリーニングやバリ取りを行う場合もあります。
主な用途
前処理・スケール除去、汚れや付着物除去、バリ取り、梨地仕上げ・美装
材 質
ソーダライム系ガラス系
形 状
球形
硬 度
新モース硬度6.5
これらの製品を使用している
用途事例はこちら
クリーニング・塗装剥離・再生
圧縮エアの力で研磨材を高速アールブラスターで表面の付着物を素早く、手軽にクリーニング、塗装剥離することが可能です。

接着・塗装・溶射前処理
アールブラスターであれば加工対象の大小を問わず、各種除錆度規格の最上位の基準を容易に満たすことが可能です。
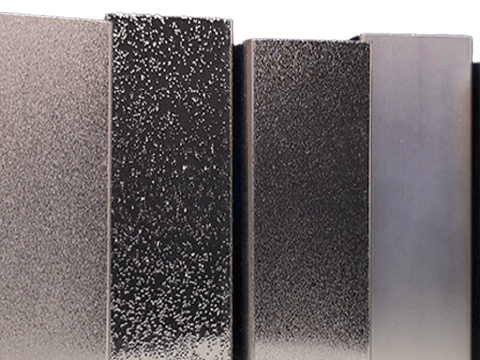
梨地仕上げ
光の乱反射による柔らかな光沢や艶消し面を実現する「美装梨地」及び放熱性向上や防眩効果などが可能です。
なぜ、適した研磨材を選ばなければならないのか?
それは、彫刻デザインとフィルム特性との相性があるから!
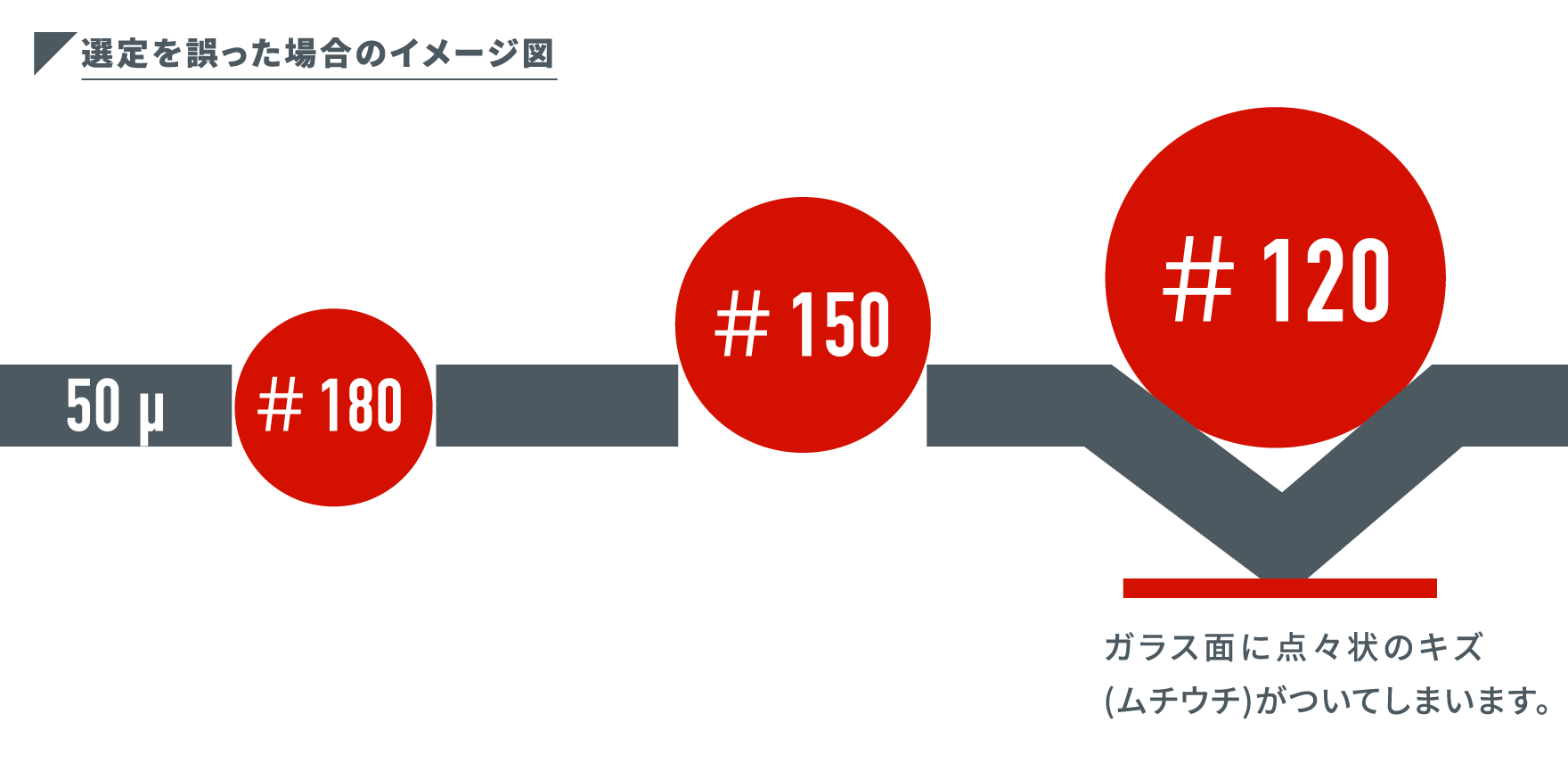
【むちうちの例】
マスクが有る筈の部分に、塩を振ったような傷ができます。
※『むちうち』とは、研磨材の粒子の角がマスクを通過しガラスに
小さな傷が付くことです。
※細かい場所を彫る場合は、素材とノズルの距離を近づけること
があります。この場合は、規定の圧力以下に設定してください。

研磨材と上手に付き合うために
雨が降ったり湿度が高かったりする環境では、研磨材が水分を含んでしまいます。
サンドブラスト時に砂がとぎれとぎれになったり砂が出なくなってしまったりして効率よく彫刻作業ができなくなってしまいまうのです。
一度、研磨材が湿気てしまいますとブラスト機内部(タンク内)の砂も湿気を帯びてしまうので、最悪の場合、砂を全部ブラスト機内から抜いて機械と研磨剤をよく乾かさなければいけません。
※ブラスト機内で中身入りのボトル(特に発泡性や強化ガラスのモノ)を彫刻する際は、細心の注意が必要です。
湿気の多い天候の際には、エアコンや除湿器などで作業場の湿度を下げる必要があります。
≪ポイント≫
環境はもちろん、毎回使用する研磨材はできるだけ良いものを・・・。研磨材とフィルムと上手に付き合っていく必要があります。